
De todos los procesos
de soldeo por arco conocidos en la actualidad, el de más amplia
aplicación en el soldeo húmedo es el electrodo revestido pero empleando
electrodos con un recubrimiento especial que mantiene su revestimiento
protegido del agua.
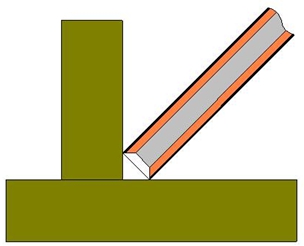
Debido a las condiciones en las
que se realiza, en el soldeo submarino no se pueden aplicar las mismas técnicas
que las ejecutadas en superficie. La visibilidad suele ser muy reducida, debido
a la profundidad y a las burbujas generadas por el propio arco eléctrico, por lo
que el seguimiento visual de la junta es inviable prácticamente. Por ello, las
piezas a soldar suelen disponerse en ángulo o a solape y el soldador debe
seguir la junta deslizando el electrodo por ella, mediante la
llamada “técnica del arrastre”. Gracias al grueso revestimiento de los
electrodos empleados, se evita que el alma entre en contacto con el metal base
y, por lo tanto, que se quede “pegado”.

{kind=link}
Con el objeto
de facilitar la ejecución de uniones soldadas húmedas, independizando su
calidad de la habilidad del soldador-buceador y de la visibilidad existente en
la zona de soldeo, Dicho procedimiento consiste en utilizar un electrodo
revestido para realizar la unión de dos chapas a solape mediante la ejecución
de un punto de soldadura que perfora la chapa superior hasta llegar a la
inferior y rellena el hueco generado con un tapón que la une con la chapa
inferior. El soldador no tiene que controlar los parámetros de soldeo,
tales como velocidad de desplazamiento, ángulos del electrodo, longitud del
arco, etc., asociadas a las habilidades del soldeo convencional. Tampoco hay
necesidad de tener buena visibilidad, ya que no es necesario ver ni controlar un
arco en el sentido convencional.
Respecto a la resistencia de la unión generada,
debido a la posición relativa de las piezas a solape, debe tenerse en
cuenta que estará sometida a esfuerzos de cortadura y que la resistencia a
cortadura de los metales es menor que su resistencia a tracción; así como
que, para calcular la resistencia de la unión, debe considerarse el diámetro
del tapón formado y el límite elástico del material de aporte.
Para este procedimiento, junto con la fuente de
alimentación en la superficie, se utiliza un sistema de control que se
encarga de ajustar la intensidad de soldeo y la duración de cada ciclo. Durante
el soldeo dicha intensidad pasa de un valor elevado al principio, para perforar
la chapa superior, a un valor menor posteriormente, para rellenar el hueco
formado. Los intervalos intensidad/tiempo se seleccionan a partir de una
sencilla tabla-guía, en función del espesor de material a soldar y del diámetro
del electrodo.
En la primera fase, de perforación,
el soldador-buceador debe aplicar una presión suficiente para hacer
penetrar el electrodo a través del material. Como es evidente, este método
también puede aplicarlo, de forma sencilla, un robot. La segunda fase se inicia
automáticamente, al transcurrir el tiempo de duración de la primera. En este
caso, el electrodo aporta el material necesario para rellenar el hueco y
realizar la unión de ambas chapas, creando el punto-tapón soldado.
No hay comentarios:
Publicar un comentario