

Tomás Mazón Hernández Inspector de Construcciones Soldadas Nivel 1
domingo, 20 de diciembre de 2015
martes, 8 de diciembre de 2015
lunes, 30 de noviembre de 2015
Premios Soldador de Aragón 2015
Oerlikon Soldadura, S.A. con la colaboración del Departamento de Industria y Comercio del Gobierno de Aragón, convoco en Octubre los Premios "Emilio Domingo" al Soldador de Aragón 2015 (Decimoquinta Edición).
BASES:
1. - El objetivo de
este premio es fomentar la formación de profesionales en este sector, haciendo
llegar a todos los puntos de Aragón la importancia de esta profesión.
2.- Requisitos de
participación:
Podrán participar todos
los soldadores de empresas de Aragón que estén dados de alta en la
Seguridad Social en esta región. Imprescindible copia de TC 2 para
participar.
Podrán participar todos
los profesionales de soldadura que circunstancialmente estén en el paro.
Imprescindible una póliza de seguros que les dé cobertura ante posibles
accidentes durante el desarrollo de la prueba.
3. - El límite para el
plazo de presentación de candidatos fue hasta el 20 de Octubre de 2015.
– En esta edición 2015 se establecen tres Premios:
Soldador
de Aragón - Inoxidable 2000€
|
Soldador
de Aragón - Aluminio 2000€
|
Soldador
de Aragón - Acero-Carbono 2000€
|
Los medios y materiales necesarios para la
ejecución de las pruebas estaban disponibles en el Departamento de Desarrollo y
Formación de Soldadura y Corte, situado en OERLIKON SOLDADURA, S.A. - PGNO.
IND. LA NORIA-CTRA. CASTELLÓN, KM. 15,5 en El BURGO DE EBRO lugar en el que se
realizaron las pruebas en la fecha que se informará a los participantes. Debido
a la complejidad de organizar tres pruebas diferentes y a la cada vez mayor
participación, se deberiá respetar la fecha y el horario en que se les cite. El
jurado de calificación estará formado por técnicos de Bureau Veritas y del
Instituto Tecnológico de Aragón (ITA).
|
||||
La entrega de la XV
Edición de los premios “Emilio Domingo” al Soldador de Aragón 2015, que
presidia la Excma. Sra. Dña. Marta Gastón Menal, Consejera de Economía,
Industria y Empleo del Gobierno de Aragón, fue el día 24 de noviembre (martes),
a las 19,00 horas, en el salón de actos de la Cámara de Zaragoza (Paseo Isabel
la Católica 2, Zaragoza)
|

martes, 24 de noviembre de 2015
EL Modernismo en Teruel y Matías Abad
A lo
largo de la historia todas las obras arquitectónicas de cualquier estilo
artístico han precisado del concurso y de la participación de una serie de
gremios artesanos como carpinteros, albañiles, herreros... cuyos nombres
prácticamente son desconocidos. Pues bien, en Teruel alguien dijo que el
Modernismo turolense no hubiera sido lo mismo sin el trabajo de un herrero con
nombre propio: Matías Abad. Las rejas, los balcones, las ventanas o los miradores
con decoración férrea vegetal, curvilínea y sinuosa que ornamentan las
principales obras modernistas del centro de Teruel
Maestro
forjador. Matías Abad fue artesano de la forja afiligranada, un forjador en
hierro activo en Barcelona y Teruel. El contenido de sus obras está siempre
relacionadas con la flora y fauna que son motivos recurrentes de la
ornamentación modernista. Matías Abad presenta rosas decorativas, ramos de
laurel, azucenas, mariposas, un tritón, aldabones…etc.
Matias
Abad aprendió de su padre, que tenía un taller en la localidad de Rillo, lugar
donde Matias nació en torno a 1866. Se formó en el taller de forja de su padre
y según algunos autores también en una herrería de la calle Muñoz Degrain de
Teruel.
Matías
Abad instaló su taller en la ciudad de Teruel, primero en la calle Bretón nº 6
(taller que aparece reflejado junto a su nombre y tres de sus obras expuestas
en Barcelona), para luego transladarlo a la calle Alcañices, 1 (hoy Muñoz
Degraín), frente a la puerta de la iglesia de San Pedro.
Participó
en 1891 en la Exposición de Bellas Artes de Barcelona. Obtuvo en 1896 una
medalla de segunda clase por su trabajo "Aldabon de hierro forjado en
forma de quimera" en la Exposicion de Bellas Artes e industrias artísticas
de Barcelona. Matías Abad se impregnó en Barcelona de las ideas modernistas
aplicándolas posteriormente en varios trabajos.
Abad
participó en Barcelona en el taller del forja del "Castell dels Tres
Dragons" (un edificio modernista construido entre 1887-1888 como
Café-Restaurante para la Exposición Universal de Barcelona de 1888 por Lluís
Domènech i Montaner). A Matias Abad, Luis Domènech i Montaner le llamaba
"Vulcanus", pues Abad era el propietario de un taller conocido como
El Vulcano en Teruel.
 |
| Silueta de Matias Abad |
Obtuvo gran número de premios del Ateneo Artístico
Turolense y de la Sociedad Económica Turolense de Amigos del País, llegando a
ser miembro de la Real Academia de
Bellas Artes de San Fernando. Falleció en 1923, aunque el taller permanecerá
abierto, sucedido por su hijo Epifanio, hasta su fusilamiento en 1938 durante
la Guerra Civil. Los talleres de forja con el nombre de "El Vulcano",
que ambos formaran todavía tendrían continuidad en las manos de unos familiares
(Andrés Sánchez, que era sobrino de Matias Abad), asociado con el también
herrero Javier Escriche.
Será
el máximo exponente de la forja modernista turolense, con obras como las rejas
de la Casa Bayo (1903), Casa Ferrán, La Madrileña, Casa de Bernardo Sanz, Casa
del Torico, Colegio San Nicolás de Bari, las farolas de la Escalinata de
Teruel,...para el arquitecto Pablo Monguió. En la portada de la catedral de
Teruel es digna de destacar la forja de la reja de entrada (1909), de estilo
gótico flamígero, del rejero Matías Abad, autor también de las rejas del coro
de la iglesia de San Pedro.
En el
valle del Jiloca se conservan las cruces penitenciales del convento de las
monjas en Báguena, así como la caja de caudales de dicho convento (con siete
llaves), así como la reja que cierra el exterior de la iglesia de la parroquial
de Calamocha.
Concluye
su vida después de una larga enfermedad en el mes de marzo de 1923 pero sus
talleres no se cerrarán ya que su obra será continuada por su hijo Epifanio sin
el menor desmerecimiento en relación con la de su padre como demostró en varias
obras de pequeño tamaño como la placa con forma de relieve que se instaló en la
Plaza de Francisco Goya de Teruel en el mes de abril de 1928 como colofón de
los actos que se celebraron en Teruel en el centenario del extraordinario
pintor de Fuendetodos.
lunes, 16 de noviembre de 2015
martes, 10 de noviembre de 2015
Laminación de tubos sin costura
El
proceso de producción de tubos sin costura consiste de las siguientes etapas
principales:
- por perforación o extrusión de una
barra, obtener un tubo perforado
- alargar el perforado, reduciendo su
diámetro y el espesor de la pared
- elaborar el tubo final mediante laminación
en caliente o en frío
En la
siguiente figura se presenta una de las tecnologías para producir tubos sin
costura. Primero, una palanquilla redonda de colada continua es calentada en un
horno de solera giratoria. La palanquilla caliente es perforada mediante un
punzón interno y dos rodillos con forma de barril, cuyos ejes son oblicuos
entre sí. El perforado es luego laminado en un laminador sobre mandril. Este
paso de la producción genera una reducción en el espesor de pared pero el
diámetro exterior permanece constante. Como consecuencia de ello, el tubo se
alarga. Luego, el tubo pasa por un laminador terminador (para así reducir
ligeramente el espesor de la pared) y un calibrador (para obtener el diámetro
exterior deseado). Cuando se requiere una mayor reducción del diámetro exterior
y del espesor de la pared, el tubo es recalentado en un horno de inducción y
laminado en un laminador reductor estirador. Finalmente, el tubo es sometido a
algunos procesos de acabado, tales como enfriamiento por aire en lecho de
enfriamiento, enderezado, corte a un largo específico y biselado. Los tubos sin
costura terminados son sometidos a una prueba de presión hidráulica, inspección
de calidad (corrientes parásitas, ultrasonido, detección magnética de defectos)
como así también a una inspección de precisión dimensional.

viernes, 30 de octubre de 2015
martes, 27 de octubre de 2015
Clasificación de los aceros inoxidables
El acero inoxidable puede ser clasificado en
cinco familias diferentes; cuatro de ellas corresponden a las particulares
estructuras cristalinas formadas en la aleación: austenita, ferrita, martensita
y dúplex (austenita mas ferrita); mientras que la quinta son las aleaciones
endurecidas por precipitación, que están basadas más en el tipo de tratamiento
térmico usado que en la estructura cristalina.
ACEROS INOXIDABLES MARTENSÍTICOS
Son la primera rama de los aceros inoxidables
simplemente al cromo. Representan una porción de la serie 400, sus
características son: Moderada resistencia a la corrosión endurecibles por
tratamiento térmico y por lo tanto se pueden desarrollar altos niveles de
resistencia mecánica y dureza Son magnéticos Debido al alto contenido de
carbono y a la naturaleza de su dureza, es de pobre soldabilidad. Los
Martensíticos son esencialmente aleaciones de cromo y carbono. El contenido de
cromo es generalmente de 10.5 a 18% y el de carbono es alto, alcanzando valores
de hasta 1.2%.
ACEROS INOXIDABLES
FERRÍTICOS
Estos aceros inoxidables de la serie 400 AISI mantienen
una estructura ferrítica estable desde la temperatura ambiente hasta el punto
de fusión, sus características son: Resistencia a la corrosión de moderada a
buena, la cual se incrementa con el contenido de cromo y algunas aleaciones de
molibdeno. Endurecidos moderadamente por trabajo en frío: no pueden ser
endurecidos por tratamiento térmico, son magnéticos, su soldabilidad es pobre por
lo que generalmente se eliminan las uniones por soldadura a calibres delgados.
Usualmente se les aplica un tratamiento de recocido con lo que obtienen mayor
suavidad, ductilidad y resistencia a la corrosión. Debido a su pobre dureza, el
uso se limita generalmente a procesos de formado en frío. El contenido de cromo
es usualmente de 10.5 a 30%, pero contenidos limitados de carbono del orden de
0.08%. Algunos grados pueden contener molibdeno, silicio, aluminio, titanio y
niobio que promueven diferentes características.
ACEROS INOXIDABLES AUSTENÍTICOS
Los aceros inoxidables austeníticos
constituyen la familia con el mayor número de aleaciones disponibles, integra
las series 200 y 300 AISI. Su popularidad se debe a su excelente formabilidad y
superior resistencia a la corrosión. Sus características son las siguientes:
Excelente resistencia a la corrosión Endurecidos por trabajo en frío y no por
tratamiento térmico, excelente soldabilidad, buen, factor de higiene y
limpieza Formado sencillo y de fácil transformación Tienen la habilidad de ser
funcionales en temperaturas extremas son no magnéticos. Los austeníticos se
obtienen adicionando elementos formadores de austenita, tales como níquel,
manganeso y nitrógeno. El contenido de cromo generalmente varía del 16 al 26% y
su contenido de carbono es del rango de 0.03 al 0.08%. El cromo proporciona una
resistencia a la oxidación en temperaturas aproximadas de 650º C en una
variedad de ambientes. Esta familia se divide en dos categorías: SERIE 300
AISI.- Aleaciones cromo-níquel SERIE 200 AISI.- Aleaciones
cromo-manganeso-nitrógeno SERIE 300 AISI Es la más extensa, mantiene alto
contenido de níquel y hasta 2% de manganeso. También puede contener molibdeno,
cobre, silicio, aluminio, titanio y niobio, elementos que son adicionados para
conferir ciertas características. En ciertos tipos se usa azufre o selenio para
mejorar su habilidad de ser maquinados. SERIE 200 AISI SERIE Contiene menor
cantidad de níquel. El contenido de manganeso es de 5 a 20%. La adición de
nitrógeno incrementa la resistencia mecánica.
ACEROS INOXIDABLES DÚPLEX
Son aleaciones cromo-níquel-molibdeno, sus
características son las siguientes: Son magnéticos No pueden ser endurecidos
por tratamientos térmicos Buena soldabilidad La estructura dúplex mejora la
resistencia a la corrosión de fractura bajo tensión en ambientes con iones de
cloruro. Los dúplex tienen un contenido de cromo de entre 18 y 26% y de níquel
de 4.5 a 6.5%. La adición de elementos de nitrógeno, molibdeno, cobre, silicio
y tungsteno imparten ciertas características de resistencia a la corrosión.
ACEROS INOXIDABLES
ENDURECIBLES POR PRECIPITACIÓN
Esta familia ofrece una alternativa a los
aceros inoxidables austeníticos cuando se desea asociar elevadas
características mecánicas y de maquinabilidad. Son aleaciones
hierro-cromo-níquel que se caracterizan por la resistencia mecánica obtenida a
partir del endurecimiento por tratamiento térmico de envejecimiento. Los aceros
endurecibles por precipitación están patentados y frecuentemente se les designa
con las siglas de la empresa productora.viernes, 9 de octubre de 2015
martes, 6 de octubre de 2015
Elementos de aleación en los aceros
Se da el nombre de aceros aleados a los aceros que además de los cinco elementos: carbono, silicio, manganeso, fósforo y azufre, también contienen cantidades relativamente importantes de otros elementos.
Níquel:
Una de las ventajas más importantes que
reporta el empleo del níquel, es evitar el crecimiento del grano en
tratamientos térmicos, lo que sirve para conseguir siempre con ellos gran
tenacidad. Los aceros al níquel sometidos a temperaturas demasiado elevadas,
quedan después del temple y revenido con muy buena tenacidad. El níquel, hace
descender los puntos críticos y por ello los tratamientos térmicos pueden
hacerse a temperaturas ligeramente más bajas que las correspondientes a los
aceros ordinarios. Experimentalmente se observa que con los aceros aleados con
níquel se obtiene para una misma dureza, un límite de elasticidad ligeramente más
elevado y mayores alargamientos y resistencias que con aceros al carbono.
El níquel es un
elemento de extraordinaria importancia en la fabricación de aceros inoxidables
y resistentes a altas temperaturas. La aleación hierro-níquel con menos de
0,10% de carbono y 36% de níquel tiene una dilatación muy baja, casi nula,
entre 0°C y 100°C y recibe el nombre de invar..
Cromo:
Es uno de los elementos
especiales más empleados para la fabricación de aceros aleados, usándose
indistintamente en los aceros de construcción, en los de herramientas, en los
inoxidables y en los de resistencia en caliente. Se emplea en cantidades
diversas desde 0,3 a 30% de Cr según los casos, y sirve para aumentar la dureza
y la resistencia a la tracción de los aceros, mejora la templabilidad, impide
las deformaciones en el temple, aumenta la resistencia al desgaste, la
inoxibilidad, etc.
Molibdeno:
Este elemento mejora la
resistencia a la tracción, la templabilidad, la resistencia . Añadiendo
pequeñas cantidades a los aceros cromo-níquel, se disminuye o elimina la
fragilidad.También aumenta la resistencia de los aceros en caliente y reemplaza
al wolframio en la fabricación de aceros rápidos, pudiendo emplear para las
mismas aplicaciones aproximadamente una parte de molibdeno por cada dos de
wolframio.
Wolframio:
El wolframio es un
elemento muy utilizado para la fabricación de aceros para herramientas, empleándose
en especial en los aceros rápidos, aceros para herramientas de corte, y aceros
para trabajos en calientes. Sirve para aumentar la dureza a elevadas
temperaturas y evitan que se desafilen o ablanden las herramientas, aunque
lleguen a calentarse a 500° ó 600°C. También se usa para la fabricación de
aceros para imanes.
Vanadio:
Se emplea
principalmente para la fabricación de aceros de herramientas, tiende a afinar
el grano y disminuir la templabilidad. Es un elemento desoxidante muy fuerte.
Manganeso:
El manganeso aparece
prácticamente en todos los aceros, debido, principalmente, a que se añade como
elemento de adición para neutralizar la perniciosa influencia del azufre y del
oxigeno, que siempre suelen contener los aceros cuando se encuentran en estado
líquido en los hornos durante el proceso de fabricación. El manganeso actúa
también como desoxidante y evita, en parte, que en la solidificación del acero
se desprendan gases que den lugar a la formación de porosidades perjudiciales
en el material.
Silicio:
Este elemento aparece
en todos los aceros, al igual que el manganeso, se añade intencionalmente
durante el proceso de fabricación. Es un desoxidante más enérgico que el
manganeso y se emplea como elemento desoxidante complementario del manganeso
con objeto de evitar que aparezcan en el acero poros y defectos internos
Una clase de acero para
muelles muy empleadas contiene cantidades de silicio de 1,5 a 2,25% de Si. En
los aceros, el silicio sirve para aumentar ligeramente la templabilidad y elevar
sensiblemente el límite elástico y la resistencia a la fatiga de los aceros sin
reducir su tenacidad.
Cobalto:
El cobalto se emplea
casi exclusivamente en los aceros rápidos de más alta calidad. Este elemento,
al ser incorporado a los aceros, se combina con la ferrita, aumentando su
dureza y resistencia. En los aceros de alto porcentaje de carbono reduce la
templabilidad. En los aceros al wolframio endurece la ferrita con lo que
facilita el mantenimiento de la dureza y de la aptitud de corte de las herramientas
a elevada temperatura.
Aluminio:
El aluminio se emplea
como elemento de aleación en los aceros de nitruración, que suelen contener 1%
aproximadamente de aluminio. También se usa en algunos aceros resistentes al
calor. El aluminio es un elemento desoxidante muy enérgico y es frecuente
añadir 300gr por tonelada de acero para desoxidarlo y afinar el grano.
Titanio:
Se suelen añadir
pequeñas cantidades de titanio a algunos aceros muy especiales para desoxidar y
afinar el grano. El titanio tiene gran tendencia a formar carburos y a
combinarse con el nitrógeno. En los aceros inoxidables cromo-níquel, actúa como
estabilizador de los carburos y evita la corrosión ínter cristalina.
Cobre:
El cobre se suele
emplear para mejorar la resistencia a la corrosión de ciertos aceros de 0,15 a
0,30% de carbono, que se usan para grandes construcciones metálicas. Se suelen
emplear contenidos de cobre variables de 0,4 a 0,5 %.
domingo, 20 de septiembre de 2015
jueves, 17 de septiembre de 2015
Barnices y lacas para metales
El metal es uno de los materiales más utilizados en el bricolaje y la construcción. Es bastante duradero, pero tiene el inconveniente de que, la mayoría de las veces, termina oxidándose y estropeándose.
Cuando algo se oxida pierde su función, por lo que en cuánto vemos que una pieza de metal se estropea lo mejor es restaurarla lo más rápido posible. Con una serie de cuidados conseguiremos que el metal vuelva a brillar como el primer día.
Lo primero que tenemos que hacer es eliminar la capa de óxido. Si la pieza es de hierro, utilizaremos directamente un destructor de óxido de hierro. En caso de que se trate de cualquier otro metal (bronce, latón, cobre…), recurriremos simplemente a un desoxidante. Debemos aplicar cualquiera de estos dos productos con un pincel, dejamos actuar y limpiamos la pieza con agua hasta que quede limpia. Por último, repasamos la pieza con una lana de acero fina y secamos bien con un trapo para evitar que vuelva a oxidarse.
El siguiente paso consiste en pulir la pieza para conseguir que vuelva a brillar como al principio. Con ayuda de una muñequilla de algodón debemos aplicar un pulidor abrillantador a base de movimientos circulares hasta que la pieza quede brillante. Una vez que se seque abrillantamos la pieza con un trapo.
Por último, debemos barnizar la pieza de metal con un barniz específico para metales. Si escogemos un barniz en spray, tendremos que aplicarlo en forma de franjas estrechas, a 25 centímetros del objeto de metal y en varias capas, para evitar que se formen gotas de barniz. En caso de que apliquemos el barniz con ayuda de un pincel, debemos dejar pasar ocho horas antes de dar una segunda mano e incluso tres.

Rejas, candelabros, lámparas, patas de
muebles, perillas o cualquier objeto metálico pueden ser barnizados con un
barniz o laca especial para este tipo de materiales, el cual creará una
película protectora, evitando la corrosión pero manteniendo a la vista el
aspecto metálico que tuviesen los objetos tratados.
Esto se debe a que los barnices para
metales son incoloros y de acabado mate , satinado o brillante. Esta es una muy
buena posibilidad para la protección de piezas metálicas del óxido. Incluso hay
barnices que se pueden aplicar sobre superficies oxidadas, sin dejar que se
deterioren aún más, pero mantenido la textura e intacta la rusticidad.
El barniz para metales no se puede
reemplazar por barniz para maderas. Generalmente éste último amarillea y se descascara sobre
superficies metálicas, además contiene aceites exclusivos para la protección de
la madera.
lunes, 7 de septiembre de 2015
martes, 1 de septiembre de 2015
El acero corten
El acero`corten' tiene
un alto contenido de cobre, cromo y níquel que consiguen que la capa de óxido
superficial que se forma en los aceros no inoxidables tenga unas
características especiales. Así, la película que provoca la exposición a la
atmósfera en condiciones normales es particularmente densa, altamente,
adherente, estable y 'regenerante' (si la superficie recibe algún, daño menor
que haga saltar a la capa de óxido, ésta se regenera y acaba homogeneizándose)
por todo ello, la corrosión del acero (en condiciones normales) queda
interrumpido debido a la acción auto-protectora del óxido, con lo cual la
protección vía galvanización y/o pintura se vuelve superflua. En general se
recomienda evitar formar cordones o solapes donde se pueda acumular el agua,
puesto que su presencia continuada evitaría el desarrollo de la película
protectora y podría convertirse en un foco de corrosión. Esta capa de óxido en
de color rojizo y le da un color característico, lo que le convierte en uno de
los materiales más utilizados por los artistas contemporáneos para la
fabricación de obras de arte y últimamente por arquitectos que quieren innovar
y utilizar nuevos materiales en sus proyectos.
 |
| Escultura de acero corten situada en Teruel |
SOLDADURA:
El acero corten admite
la soldadura con las técnicas propias de los aceros de baja aleación: soldadura
por arco sumergido o revestido en atmósfera inerte, o por arco con alma de
fundente (los electrodos en este caso, de bajo contenido en hidrógeno). Puede
ser soldado tanto de forma manual como automática. Para que el cordón de
soldadura sea también resistente a la corrosión deberá utilizarse un material
de aportación con un contenido de Ni de similar composición a la del metal
base. Buena por cualquiera de los procedimientos usados comúnmente en la
soldadura de aceros de alto límite elástico.
OXIDACIÓN:
La oxidación del acero
corten es tal vez el punto más crítico en todo el proceso de elaboración de
cualquier producto con acero corten. El hecho de que el elemento final esté en
el exterior o en el interior, el espesor de la chapa utilizada, si es fachada
Norte o Sur, su proximidad a atmósferas agresivas... etc, determinan el proceso
más idóneo para lograr una correcta formación de la pátina protectora
Muy pocas empresas
dominan este proceso de oxidación, y solo una prolongada experiencia trabajando
el acero corten proporciona unos acabados optimos. Una vez conseguida la
oxidación adecuada en ocasiones es conveniente realizar un tratamiento
posterior para reducir la progresión de la oxidación. Este tratamiento se
conoce como 'baño de paro', y aunque no corta de forma total la oxidación, la
lleva a unos niveles de progresión muy bajos. Este tratamiento es especialmente
recomendable si se va a realizar una posterior aplicación de barniz protector.
CONSERVACIÓN Y
MANTENIMIENTO:
La ventaja principal
del acero corten es precisamente su nulo mantenimiento. La pátina protectora
evita que la corrosión avance y hace superfluo el uso de otro tipo de
protección anticorrosiva adicional.
En interiores, existen
unos productos espeíificos que ofrecen un resultado óptimo, siendo conveniente
utilizar elementos no tóxicos que hacen posible su utilización en cualquier
ambiente.
En exteriores, el
problema de graffitis está resuelto gracias a las más modernas técnicas de
decapado que existen actualmente en el mercado. Técnicas con residuo cero que
consiguen una limpieza total del acero corten.
La recuperación de la
pátina protectora es también un problema resuelto, y la regeneración de
superficies es posible actualmente sin necesidad de instalar de nuevo el
material degradado.
miércoles, 12 de agosto de 2015
lunes, 27 de julio de 2015
Soldadura submarina
De todos los procesos
de soldeo por arco conocidos en la actualidad, el de más amplia
aplicación en el soldeo húmedo es el electrodo revestido pero empleando
electrodos con un recubrimiento especial que mantiene su revestimiento
protegido del agua.
Debido a las condiciones en las
que se realiza, en el soldeo submarino no se pueden aplicar las mismas técnicas
que las ejecutadas en superficie. La visibilidad suele ser muy reducida, debido
a la profundidad y a las burbujas generadas por el propio arco eléctrico, por lo
que el seguimiento visual de la junta es inviable prácticamente. Por ello, las
piezas a soldar suelen disponerse en ángulo o a solape y el soldador debe
seguir la junta deslizando el electrodo por ella, mediante la
llamada “técnica del arrastre”. Gracias al grueso revestimiento de los
electrodos empleados, se evita que el alma entre en contacto con el metal base
y, por lo tanto, que se quede “pegado”.

{kind=link}
Con el objeto
de facilitar la ejecución de uniones soldadas húmedas, independizando su
calidad de la habilidad del soldador-buceador y de la visibilidad existente en
la zona de soldeo, Dicho procedimiento consiste en utilizar un electrodo
revestido para realizar la unión de dos chapas a solape mediante la ejecución
de un punto de soldadura que perfora la chapa superior hasta llegar a la
inferior y rellena el hueco generado con un tapón que la une con la chapa
inferior. El soldador no tiene que controlar los parámetros de soldeo,
tales como velocidad de desplazamiento, ángulos del electrodo, longitud del
arco, etc., asociadas a las habilidades del soldeo convencional. Tampoco hay
necesidad de tener buena visibilidad, ya que no es necesario ver ni controlar un
arco en el sentido convencional.
Respecto a la resistencia de la unión generada,
debido a la posición relativa de las piezas a solape, debe tenerse en
cuenta que estará sometida a esfuerzos de cortadura y que la resistencia a
cortadura de los metales es menor que su resistencia a tracción; así como
que, para calcular la resistencia de la unión, debe considerarse el diámetro
del tapón formado y el límite elástico del material de aporte.
Para este procedimiento, junto con la fuente de
alimentación en la superficie, se utiliza un sistema de control que se
encarga de ajustar la intensidad de soldeo y la duración de cada ciclo. Durante
el soldeo dicha intensidad pasa de un valor elevado al principio, para perforar
la chapa superior, a un valor menor posteriormente, para rellenar el hueco
formado. Los intervalos intensidad/tiempo se seleccionan a partir de una
sencilla tabla-guía, en función del espesor de material a soldar y del diámetro
del electrodo.
En la primera fase, de perforación,
el soldador-buceador debe aplicar una presión suficiente para hacer
penetrar el electrodo a través del material. Como es evidente, este método
también puede aplicarlo, de forma sencilla, un robot. La segunda fase se inicia
automáticamente, al transcurrir el tiempo de duración de la primera. En este
caso, el electrodo aporta el material necesario para rellenar el hueco y
realizar la unión de ambas chapas, creando el punto-tapón soldado.
domingo, 19 de julio de 2015
lunes, 13 de julio de 2015
Integridad estructural de uniones soldadas
 |
| Macrografia de una soldadura |
La vida a la fatiga en materiales estructurales comprende dos periodos, el periodo de iniciación de grieta y el periodo de crecimiento de grieta hasta la falla. El primer crecimiento de microgrietas es un fenómeno superficial, en una etapa posterior la microgrieta penetra en los alrededores a lo ancho en la superficie y en profundidad alejándose de la superficie, entonces el crecimiento de la grieta deja de depender de la condición superficial para pasar a ser función de la resistencia al crecimiento de grietas como una propiedad del material.
En la soldadura se presentan fenómenos que afectan la integridad estructural como desalineamientos y concentradores de tensiones, defectos en la unión soldada, no uniformidad en las propiedades mecánicas en el metal de aporte y en la zona afectada por el calor respecto del metal base y esfuerzos residuales; la unión soldada entonces presenta complejidades particulares que se reflejan en la dispersión de los resultados de los ensayos para determinar la influencia de todos estos factores en la integridad estructural de la misma ,puede variar en función de parámetros como composición química y microestructura, frecuencia y forma de onda de la carga, potencial electroquímico, forma de la grieta, geometría de la unión soldada ,etc.
martes, 7 de julio de 2015
martes, 30 de junio de 2015
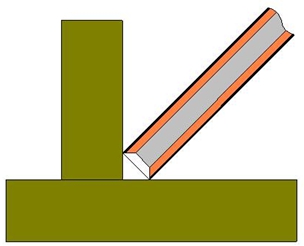
El Backing en la soldadura
Es bien sabido que, la pasada de raíz en los
cordones de penetración es una parte crítica en soldadura. Empleamos mucho
tiempo preparando la unión y, a pesar de ello podemos echarlo todo a perder por
mala preparación, porosidades o falta de penetración. El amolado o chaflanado
por el lado opuesto es una solución peligrosa y que comporta tiempo y costes
adicionales.
El Backing Weld es una barrera protectora, una barra o placa de respaldo usada para sostener o mejorar el pase de raíz en los ensambles soldados.
Debido al diseño, al espesor de las partes a unir a su naturaleza o al proceso a emplear, la abertura de raíz puede ser demasiado grande y débil por lo que se dificulta mantener el metal de soldadura en su sitio, bien para iniciar la soldadura, o bien para aplicar el pase de relleno. Su uso también se justifica cuando el espesor del material es demasiado fino.
Existen muchas técnicas para lograr cerrar este espacio. El más apropiado es el removible, aunque el objetivo, no sólo es cerrar el espacio, ya que en soldaduras de aluminio, es necesario mantener un intersticio bastante amplio, que permita la dilatación del material, igual sucede con los inoxidables, recordemos que estos dilatan un 50% más que los aceros al carbono. Esto por un lado, el otro punto a considerar es la protección de la cara posterior de la soldadura o de la raíz, puesto que al estar en contacto con la atmósfera, salvo que se suelde al vacío o en una cámara inerte(llamado gas de purga o respaldo) , siempre se tendrá problemas con los componentes del aire. Y para terminar de justificar su uso, se debe contemplar también, que al utilizar dicho artefacto, se tendrá un mejor acabado o apariencia en esa parte posterior.
El Backing Weld es una barrera protectora, una barra o placa de respaldo usada para sostener o mejorar el pase de raíz en los ensambles soldados.
Debido al diseño, al espesor de las partes a unir a su naturaleza o al proceso a emplear, la abertura de raíz puede ser demasiado grande y débil por lo que se dificulta mantener el metal de soldadura en su sitio, bien para iniciar la soldadura, o bien para aplicar el pase de relleno. Su uso también se justifica cuando el espesor del material es demasiado fino.
Existen muchas técnicas para lograr cerrar este espacio. El más apropiado es el removible, aunque el objetivo, no sólo es cerrar el espacio, ya que en soldaduras de aluminio, es necesario mantener un intersticio bastante amplio, que permita la dilatación del material, igual sucede con los inoxidables, recordemos que estos dilatan un 50% más que los aceros al carbono. Esto por un lado, el otro punto a considerar es la protección de la cara posterior de la soldadura o de la raíz, puesto que al estar en contacto con la atmósfera, salvo que se suelde al vacío o en una cámara inerte(llamado gas de purga o respaldo) , siempre se tendrá problemas con los componentes del aire. Y para terminar de justificar su uso, se debe contemplar también, que al utilizar dicho artefacto, se tendrá un mejor acabado o apariencia en esa parte posterior.

Tipos de
backing :
Metálicos
Homogéneos:
aquellos que pueden tener una misma composición química con el metal base.
Heterogéneos: (Temporales):
su finalidad es solamente sostener el material fundido, mientras se solidifica,
es decir debe retirarse, una vez se ha concluido el proceso. Para este fin, se
emplean placas o zapatas enfriadas de cobre, las cuales pueden mantenerse
estáticas o pueden irse desplazando en la medida que el metal de soldadura vaya
fundiendo o solidificando.
No metálicos
No metálicos
Cerámicos: Estos pasan a ser los más resistentes al calentamiento,
Los soportes cerámicos
están realizados a partir de un material cerámico de alto contenido en
corderita. La composición química del material cerámico
tiene un alto poder de fusión y de carácter neutro, respecto del
material fundido, que confiere al producto
final las cualidades exigidas para un soporte de baño de
fusión;
Cintas térmicas: Estas se adhieren a la parte posterior y
controlan fácilmente la entrada de oxígeno a la junta. Estas cintas tienen la posibilidad
de acomodarse al contorno de las piezas a unir, sobre todo cuando estas no son
planas. El uso de las cintas excluye la purga gaseosa, y con ello se obtiene
mayor productividad, al soldar recipientes. Consiste en una capa de fibra de
vidrio sobrepuesta en una banda de aluminio.
jueves, 25 de junio de 2015
domingo, 21 de junio de 2015
Factores a considerar al elegir una Soldadora TIG
La soldadora TIG es quizás la más
apreciada al realizar trabajos que requieren de un perfecto acabado, podríamos
decir, casi cosmético. El estricto control de calor permite un trabajo
preciso sobre materiales de espesores finos. Las terminaciones suelen ser
limpias, el proceso de soldadura genera mínimos residuos y muy poco humo.
La primera recomendación es NO elegir
únicamente por el precio, limitar la aplicación puede redundar en mayores
costos en el mediano plazo. La mejor alternativa es elegir por
rendimiento en función de las tareas específicas que se pretenda realizar.
Que la maquina este equipada de alta
frecuencia y electroválvula para el cierre del gas es fundamental, con ello
evitaremos el raspado manual, con lo que todo ello lleva consigo y mayor ahorro
de gas y de tungstenos.
Es importante considerar que el
sistema de la torcha sea de cambio simple y rápido. El rango de
amperios es una de las variables que definen la aplicación, siendo así, la
mejor máquina TIG será la que permita el mayor rango de amperes al menor
costo. Por ejemplo, una máquina con un rango de 5 a 200 amperes habilita a
trabajar con materiales desde acero inoxidable hasta aluminio, este
último requiere de al menos 150 amperios. En conclusión, cuanto mayor sea el
rango de amperios que permite la máquina, tanto mayor será la variedad de
materiales y espesores posibles de soldar.

La estabilidad del arco de soldadura por
debajo de los 10 amperios, es otro de los parámetros a considerar al elegir el
modelo de máquina TIG, ya que facilita el comienzo de la
soldadura, mejora el control sobre el arco y el acabado de la
soldadura. Recordemos que la soldadura TIG suele aplicarse a
materiales de bajo espesor, siendo así, no es recomendable comenzar el arco con
alta frecuencia, pues podría derretir el material que se intenta
soldar.

Ser capaz de estabilizar el arco al
momento en que se reduce gradualmente el amperaje, posibilita
un enfriamiento lento evitando el agrietamiento. Las máquinas
soldadoras TIG con tecnologías que favorecen las estabilidad debieran ser
las preferidas.
Para soldar otros materiales más
allá del acero o del inoxidable, la máquina TIG debe ofrecer
opciones tanto de CC (corriente continua), como de CA (corriente alterna). Por
ejemplo, la CA será utilizada en metales blandos, auto-oxidantes, como el
aluminio y el magnesio. La CC para la soldadura de metales duros, como el
acero, el acero inoxidable y el cobre desoxidado.
La regulación de la temperatura es otro
factor crítico en soldaduras TIG. Para materiales más delgados, el
control de la entrada de calor reduce la deformación del metal. Una forma de
controlar la entrada de calor en la soldadura sin sacrificar la penetración de
la soldadura es con máquinas que balancean entre una corriente de pico más
alto y una corriente de fondo inferior. Esto mantiene el arco mientras que
permite la unión soldada se enfríe. Algunas máquinas incluyen un pulsador
integrado TIG para proporcionar un control apropiado de calor. Esto ayuda
a los principiantes a mejorar la apariencia del cordón de soldadura.
Por último, la garantía y los servicios
técnicos de los que disponga la marca seleccionada es clave en el largo plazo.
Este es un punto que juega en contra de aquellos modelos asiáticos que recién
comienzan a ingresar al mercado versus las marcas ya establecidas.
A diferencia de la MMA
o MIG/MAG, la TIG no requiere un metal de aporte consumible en todos los casos
aplicación, sin embargo, cuando se usa uno, éste tiene forma de varilla y es
alimentado lentamente hacia el pozo de soldadura por la mano que no está
sosteniendo la torcha.
Los metales de aporte usados para
soldadura TIG están disponibles en diámetros que van de 1mm a 5mm, dependiendo
del material y la aplicación. Éstos también están disponibles en múltiples
composiciones o especificaciones para satisfacer las propiedades químicas y
mecánicas del material base que se esté soldando
Matrial Base
|
Metales de aporte
más comunes para TIG
|
Acero al carbono
|
ER70S-6 ó ER70S-3
|
Aluminio
|
ER4043 (AlSi) ó
ER5356 (AlMn)
|
Acero inoxidable
|
ER308-ER309-ER316 y
ER316L
|
Cromo Molibdeno
|
ER80S-D2 ó ER70S-2
|
Titanio
|
ERti-5ELI
|
sábado, 13 de junio de 2015
martes, 9 de junio de 2015
El oficio de esquilero
La esquila o cencerro va ligada a la vida pastoril con dos funciones bien determinadas: conocer por el sonido el movimiento y situación del ganado en cada momento, y servir de guías a los rebaños durante la trashumancia con su tintineo.
En la localidad de Mora de Rubielos de Teruel, Antonio
y Álvaro San Martín fabrican estas esquilas partiendo de chapas de acero suave
de 0,8 y de 1 milímetro. Su fabricación comienza por dividir la chapa en
tiras correspondiente al modelo de esquila a fabricar, el artesano toma las medidas
de longitud y anchura, y las corta en guillotina.
En
las piezas rectangulares obtenidas, el artesano corta unas pequeñas muescas en
los laterales, para dar la forma de la esquila al cerrar la chapa. El esquilero
dobla a mano en la bigornia la tira de chapa por la mitad, y golpea con el
martillo hasta darle la forma cilíndrica, una vez cerradas y montadas las
solapas de los laterales. Una arandela de chapa en el exterior de la boca,
permite moldear y reforzar la boca, a continuación pondrá la anilla para
el badajo y el asa para el collar.
Una vez terminada se prepara con una coraza de arcilla que cuando
esté el barro seco se cocerá en el horno dando a la esquila el temple, la
soldadura de sus uniones y el revestimiento de latón. Si durante la cocción se
pegara la arcilla al hierro, el metal fundido no recorrería la superficie de la
esquila y se quedaría sin sonido. Para evitar este inconveniente, el artesano
aplica con una brocha aceite en las esquilas o las forra con papel de
periódico.
En función de su tamaño, cada modelo de esquila necesita un determinado
peso de latón para el revestimiento. Grifos rotos, casquillos de bala y todo
tipo de objetos de bronce o latón, serán guardados por el esquilero en trozos
pequeños para su aprovechamiento.
Para envolver las
esquilas con sus manos, hace una torta cuyo grueso tiene 1 cm, y
distribuye por ella las piezas de latón que tenía reservada y pesadas. Con la
torta envuelve la esquila exteriormente, quedando en contacto las piezas de
latón con el hierro, dejando la boca sin tapar hasta que se haya secado el
barro.
 |
| Diferentes tamaños y modelos |
Oreadas y secas las piezas durante algunos días al sol o a la
sombra, el esquilero se dedica a poner bocas. Para este trabajo, va envolviendo
con barro y metal incrustado las esquilas más pequeñas, por tamaños
decrecientes, metiendo unas dentro de otras sin que se toquen, separadas por el
barro y formando un paquete. Luego hace una torta y la pone en la boca para
cerrarla. Unos agujeros para que respire y desprenda los gases producidos en la
cocción, dejan las piezas preparadas para el horno, tras un secado de quince
días o más.
El encendido del horno lo hace por la mañana y utiliza, como
combustible, gas propano. Cuando el fuego es intenso, introduce los paquetes de
esquilas en el horno y las deja hasta que se ponen al rojo vivo. Cuando la
superficie del barro brilla y el humo que sale por los agujeros es de color
blanco, indica que el proceso de cocción ha terminado, las esquilas se enfrían en agua y adquieren el temple. Una fase muy
importante consiste en dar el sonido perfecto a la esquila, refinar es subir o
bajar el tono del sonido. Para ello cada esquila es comprobada y, si es sonido
es grave y o lo quiere hacer más agudo, golpea en la boca con la parte estrecha
del martillo, variando la caja de resonancia.
El esquilero comercializa su producto por toda España y parte del extranjero, en su propio taller de Mora, por Internet, en las ferias de los pueblos
vecinos, o sirviendo los pedidos de las ferreterías que le vienen comprando
habitualmente.
viernes, 29 de mayo de 2015
jueves, 21 de mayo de 2015
Soldadura de acero inoxidable austenítico
Hay un número de diferentes tipos de
aceros que pueden denominarse como
"acero";. Aunque comúnmente se conoce como "acero inoxidable",
los aceros pueden ser ferri ticos o austeníticos, como, aceros inoxidables 18/8
o cromo-níquel .
Al igual que con los otros tipos de
aceros inoxidables, los aceros inoxidables austeníticos se caracterizan por la
resistencia a la corrosión y resistente a la oxidación debido a la presencia de
cromo que se forma una película protectora auto-curación en la superficie del
acero. También tienen muy buena resistencia a temperaturas extremadamente bajas
así se utilizan ampliamente en aplicaciones criogénicas. Ellos pueden ser
endurecidos y su fuerza aumenta por trabajo en frío pero no por tratamiento
térmico. Ellos son los fácilmente soldables de la familia de acero inoxidable y la mayoría
se pueden soldar por todos los procesos de soldadura, siendo los principales
problemas de la evitación de la fisuración en caliente y la preservación de la
resistencia a la corrosión.

Un atajo conveniente y de uso común es identificar la aleación individuo dentro del
grupo de acero inoxidable austenítico es el sistema de ASTM. Este utiliza un
número de tres dígitos '3XX', el '3' identificar el acero como acero
austenítico, y con letras adicionales para identificar las características de
composición y ciertos de la aleación por ejemplo, tipo 304H, tipo 316L etc;
El 3XX puede seguido de una letra que da
más información acerca de la aleación específica. 'L' es para un acero
inoxidable austenítico bajo en carbono para uso en un entorno corrosivo
agresiva; 'H' para un acero de alto carbono con una mejor resistencia a alta
temperatura para uso en aplicaciones de fluencia; 'N' para un acero de
nitrógeno donde se requiere una mayor resistencia a la tracción de un acero
convencional. Estos sufijos se utilizan con la mayor parte de las designaciones
de aleación por ejemplo, tipo 316L, tipo 316 LN, tipo 347H, donde la
composición se ha modificado a partir de la de la aleación base.
Elementos de aleación en un acero
inoxidable austenítico se puede dividir en dos grupos; aquellas que promueven
la formación de austenita y aquellas que favorecen la formación de ferrita. Los
principales formadores de austenita son el níquel, carbono, manganeso y
nitrógeno; los formadores de ferrita importantes son cromo, silicio, molibdeno
y niobio. Mediante la variación de las cantidades de estos elementos, el acero
puede ser hecho para ser totalmente austenítico o pueden ser diseñados para
contener una pequeña cantidad de ferrita.
Los principales culpables de la
fisuración son el azufre y fósforo. Para este fin, estos elementos trampa se
han reducido progresivamente de tal manera que aceros con menos de 0,010% de
azufre y fósforo de menos de 0,020% son ahora fácilmente disponibles. Lo ideal
es una aleación de tipo 310 o 317 tipo debe tener azufre y fósforo niveles por
debajo de algunos 0,003%. La limpieza es también más importante y desengrasado a
fondo debe llevarse a cabo inmediatamente antes de la soldadura.
Suscribirse a:
Entradas (Atom)